





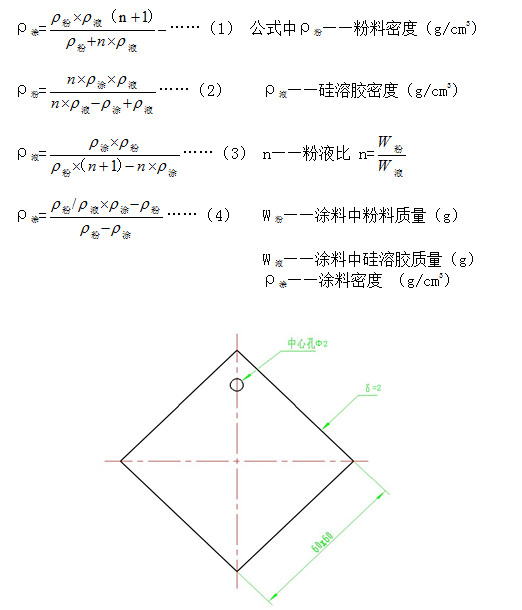
精鑄硅溶膠涂料工藝性能的控制
一、前言:
長期生產實踐證實:“制殼”是影響精鑄件質量的主要工序。型殼質量的優劣和穩定除與采用的原輔材料、制殼生產環境及操作者技術水平有關外,其決定性的因素是對“涂料工藝性能”的管理和控制。
精鑄件常見的表面缺陷:毛刺、麻坑,結疤、流紋、飛翅、氣孔、分層及型殼的質量事故——滲鋼、漏鋼、開裂、變形等均與涂料工藝性能的管理和控制缺失有關。
我國精鑄業無論是有60年歷史的傳統水玻璃型殼或已近25年的硅溶膠型殼生產企業,至今未對涂料工藝性能實行有效的管理。絕大多數工廠仍只限于用一個“流杯粘度計”來控制涂料質量。雖然早在1985年國內就頒布了“熔模鑄造涂料試驗方法”的行業標準(JB4007-85及JBT4007-1999),但長期以來未能全面貫徹和執行。無疑,這正是我國精鑄件質量穩定性差,返修率及廢品率高,一次合格率低及質量事故頻發的主要原因之一。
國外同行十分重視涂料質量的管理和控制,其鑄件一次合格率達到85%-95%以上,而國內平均僅為50%-70%。涂料工藝性能的有效控制是保證型殼(鑄件)質量提高和穩定的必要條件及關鍵因素。
二、涂料工藝性能的內容:
涂料工藝性能包括以下六項
(1)流動性 (2)覆蓋性 (3)致密性 (4)穩定性 (5)均勻性 (6)懸浮性。
生產現場必須檢測和控制的主要項目有四項:覆蓋性(涂料層的平均厚度δ ),流杯粘度(涂料的條件粘度ηΦ4),致密性(粉液n比或粉料在涂料中的體積濃度K%),穩定性(涂料的“老化”膠凝速度ρ液或ρ涂值的增大)。
三、涂料工藝性能間的關系:
1、定性關系
(1)涂料的流動性(L)主要與涂料內部的結構阻力屈服值Zy有關。其次還與涂料的條件粘度ηΦ4關聯。屈服值Zy越高,涂料流動性越差(L值小)。在相同Zy時,粘度ηΦ4越大,流動性越低,反之ηΦ4小則流動性好(L值大)。【6】屈服值Zy大小與涂料平均厚度δ呈正比關系。【2】
面夾角,90°時,sinθ=1)
涂層厚度δ主要決定于粉料中微粒(粒徑小于0.2-10μm)的含量W0%(表五)。W0%含量越高,屈服值越大,相應δ值越厚,流動性L值就越小。
涂料的流動性(L)可由涂料平均厚度δ及粘度值ηΦ4兩個指標決定。當δ值相同(在一定范圍內)時,ηΦ4與L呈反比關系。由此可見,僅靠控制涂料粘度值ηΦ4不能代表其流動性高低,也不能保證δ值一致。
2、定量關系
圖一:[中孔處用銅絲吊起,S(表面積)=76.8cm2]
四、涂料工藝性能的測定方法:
1、覆蓋性δ——
采用60*60*2(MM)不銹鋼片(圖一)(參考JB4007-85)浸入涂料10秒,取出后滴流60秒(涂片垂直于水平面)。稱重(電子天平,稱重1000g,d=0.01g)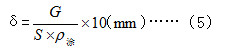
式中G——涂料層質量(g) S——涂料層總表面積 ρ涂——涂料密度(g/cm3)
ρ涂可用100ML容量瓶(口徑Φ20mm的鋼鐵元素分析用)測定。
新配涂料之ρ涂也可用公式(1)計算,與實測誤差不大(≦1.3%)
2、粘度ηΦ4——
采用V=44ML,孔徑Φ4.27美國詹氏4#流杯粘度計(也可用5#杯或6#中國標準流杯)。三種流杯值換算見表一。
表一
ηΦ4 | 10 | 20 | 30 | 40 | 50 | 60 | 70 |
ηΦ5 | 8 | 11 | 17 | 21 | 26 | 32 | 36 |
ηΦ6 | 9 | 15 | 21 | 28 | 35 | 42 | 49 |
3、涂料流動性L可用“流動長度法”測定【6】(JB4007-85)流槽傾角為8°(硅溶膠涂料用)。滴入涂料容積1ML。生產現場可用測定δ及ηΦ4值來代表涂料流動性L,更方便和快捷。【3】
4、致密性(n或K%)
對于密度(ρ液)相同的硅溶膠,因粉料密度(ρ粉)不同在相同粘度值ηΦ4時,其粉液比n值雖不相同,但其致密性K%則基本一致(表二)
硅溶膠與常用粉料配制的表面層涂料致密性 表二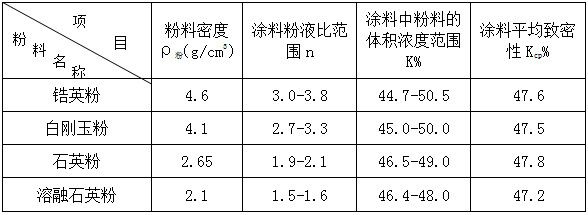
注 1.硅溶膠密度ρ液=1.21(g/cm3)
2.涂料粘度ηΦ4=50(S)(ηΦ6=40±5(S))
3.涂料平均致密性K=47.5%
由上可知:用K%值代表涂料的致密性比用n值更具代表性、通用性及可對比性。
5、穩定性(ρ涂或ρ液)
涂料的老化即穩定性惡化,實質是其中硅溶膠出現固態SiO2凝膠(失水或膠粒自發凝聚及24小時涂料連續攪拌和硅溶膠粒子的布朗運動的結果)。其硅溶膠溶液密度(ρ液)會增高。同時粉料中的雜質也會與SiO2反應使涂料密度ρ涂增高。國內外同行實踐已證實,當ρ液由原1.21增至1.27g/cm3時,涂料開始老化(SiO2由30%增至35%)。型殼質量,強度及涂料工藝性能均會惡化,鑄件表面缺陷增多,型殼易變形、漏裂。
通過測定ρ液的增高可以得知涂料是否“老化”。傳統的離心分析法較費時,建議用測定涂料ρ涂值方法或通過公式(1)或(3)計算出涂料ρ涂及ρ液值的增高來判斷“老化”的程度。既準確又實用。
實例“某鋯英粉-硅溶膠面層涂料
n=3.7, ρ粉=4.6,ρ液=1.21增至1.27(g/cm3)時,其ρ涂按公式(1)計算
ρ涂1=2.88(g/cm3)(ρ液=1.21g/ cm3)
ρ涂2=2.95(g/cm3)ρ液=1.27 g/ cm3)
ρ涂2-ρ涂=0.07(g/cm3)
經過測定發現:正常生產時表面層涂料每日(24小時)其ρ涂會增高約0.02g/cm3,故4天后若不加新涂料,涂料開始“老化”。若每日補充加入占原涂料容積的1/4以上新涂料,則可長期使用,保持不“老化”(ρ涂及ρ液變化極小)【3】。老化的涂料不能用于各層涂料中但可倒入加強層(最后一層沾漿層)使用。
五、涂料工藝性能的控制方法及要點:
(一)控制方法
1.進廠前各類涂料用耐火粉料(鋯英粉,高嶺石粉等),應按批次(號)與標準硅溶膠(或本廠現生產用硅溶膠)配制成涂料并檢測其工藝性能參數。鋯英粉等表面層涂料用粉每批次最多5噸,過渡層或背層用高嶺石粉每批次不超過10噸。每批次(號)應測定一次涂料工藝性能參數:必須符合表四中規定方準用于生產。
2.取100g±0.01硅溶膠,置于容積為250ML塑料杯內(有尖嘴出口)加入0.3g潤濕劑(JFC等)及0.05g消泡劑。用玻璃棒充分攪勻,按粉液比(表三)由小到大,加入粉料,手工攪拌涂料至均勻。繪出n-ηΦ4曲線(圖三)。分別測定各粉液比(n)時的各工藝參數:粘度ηΦ4,涂層(片)重G及涂料密度ρ涂值,通過公式(5)計算出涂層平均厚度值δ(見表三實例)。根據(表四)要求,正確選擇δ,ηΦ4,n(K%)三項工藝性能要求。必要時在配料后,還須對個別性能進行“微調”。因每批次粉料粒度及級配不盡相同。
3.實例:某鋯英粉-硅溶膠涂料的n-ηΦ4關系曲線。
(表三及圖三) 表三
n | 3.7 | 3.9 | 4.0 | 4.1 | 4.2 | 4.3 | 4.4 |
ηΦ4 | 15 | 19 | 23 | 30 | 37 | 45 | 57 |
G(g) | 1.34 | 1.56 | 1.67 | 1.69 | 1.89 | 2.03 | 2.05 |
ρ涂g/cm3 | 2.855 | 2.895 | 2.934 | 2.935 | 2.952 | 2.964 | 2.986 |
δ(mm) | 0.0611 | 0.0703 | 0.0746 | 0.0751 | 0.0833 | 0.0892 | 0.0893 |
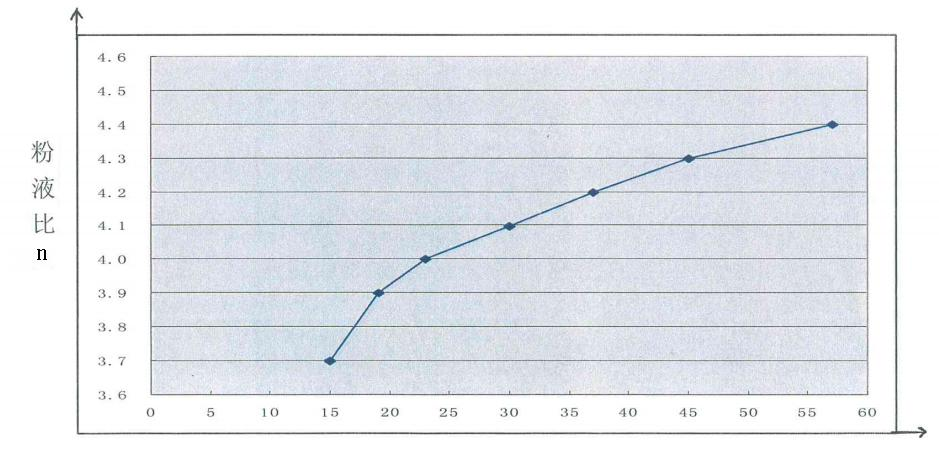
圖三:n-ηΦ4關系圖 涂料粘度ηΦ4(s)
由表三、圖三可知:
(1) 當涂料粉液比n超過4.3時,粘度ηΦ4值急劇增高(表三中n由4.3提高至4.4時,ηΦ4增加12秒)故粘度的臨界值ηΦ4=45(s),要求ηΦ4<η0Φ4。
(2) 本批次鋯英粉配制的硅溶膠表面層涂料工藝性能應取以下參數進行生產:
ηΦ4=37-42(s),δ=0.0833-0.0892(mm),n=4.2-4.3(K=52.5-53.1%)本批次鋯粉配制的涂料符合表四要求。必須指出,圖三n-ηΦ4曲線是用手工攪拌試驗得出與實際生產中在L型攪拌機內連續6-12小時攪拌其涂料工藝性能值略有差別。應以生產中數據為準。(有條件應配制小型L型攪拌機進行試驗,兩者誤差會較小。)
(二)控制要點
1、表面層涂料對型殼(鑄件)表面質量有直接影響,其日耗量也較背層少,最易“老化”變質,因而無論是新配之涂料或已使用過之涂料均應每日進行一次工藝性能測定。及時進行調正如補充失去之水分(用蒸餾水或凈水加入)。若δ偏下限宜補加少量微粉(700-800目)。提高Zy值使δ增加。增大涂料粘度ηΦ4的方法也能提高δ值,但必須保證ηΦ4不超過臨界值。(ηΦ4≤η0Φ4)否則涂料中的粉料間有固體摩擦,Zy會急劇增大,流動性惡化。
2、背層涂料日耗量大,不易“老化”但仍定期檢測工藝性能在生產大件時不應為提高型殼強度或減少型殼層數而用高粘液的涂料。由于背層多用200目的粗高嶺石粉,微粉含量W0只有20%-30%,提高粘度ηΦ4,δ極少增高<粘液從原15(s)提高到35(s)其δ值幾乎未增大>,而涂料由于μΦ4提高流動性下降,往往由于涂層堆積造成“裂殼”及“穿鋼”。同理,加入少量細粉,提高W0%值可增大δ值,效果更好,最后幾層可撒10/20目粗砂,用于10Kg以上大件背層型殼最理想,強度高透氣性也好。
六、典型硅溶膠型殼涂料工藝性能參數(推薦值) 表四
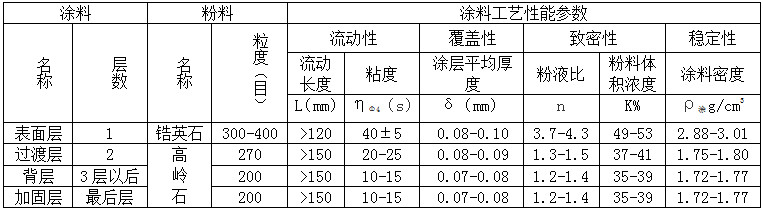
注:(1)粉料粒度:應用“激光顆粒度分析儀”測定(遼寧省丹東市儀器儀表研究所,GSL-101BI型)。
(3) 粉料粒度要求:(μm) 表五
名稱 | 粒液(目) | DV90 | DV50 | DV98 | DV84 | WO% |
鋯英粉 | 300-400 | 50-28 | 8-15 | 60-40 | 40-20 | 40-60 |
高嶺石粉 | 270 | 63-50 | 15-20 | 80-63 | 50-40 | 30-40 |
200 | 80-63 | 20-25 | 100-80 | 40-30 | 20-30 |
注:(1)粒度判斷以DV90,DV50及W0%為主要依據,DV98,DV84為參考項目。【4】
(2)表中鋯粉DV90——指粒徑小于50-28μm的粒徑(質量或顆粒數)占總數的90%以上。
DV50?——指粒徑小于8-15μm的或顆粒數占總數的50%,大于8-15μm的占50%(即稱中位徑)
W0%——粒徑小于0.2-10μm的粉料質量累積數。

 公司QQ
公司QQ